ガラスやプラスチックなどの透明な物体の歪(ひずみ)や脈理を検査します
特 徴
ガラスは製造過程において熱せられ、色々な形に成形されます。形状や色がどんなに優秀であっても、十分なナマシ*がされていないと、ガラス内部に目に見えないひずみ(歪)が生じしてしまいます。
ひずみのある製品はちょっとした衝撃を受けただけでも壊れやすく、極端な場合は、その不均一によって自然に歪曲したり、ヒビが生じることがあります。ひずみ検査機により、このようにナマシ(※)の不完全な製品のひずみを容易に見つけることができます。※ナマシ=適当な温度に加熱し、その温度に保持した後、冷却するする工程。その目的は、残留応力の除去、硬さの低下被削性の向上、冷間加工性の改善、結晶組織の調整とされます。
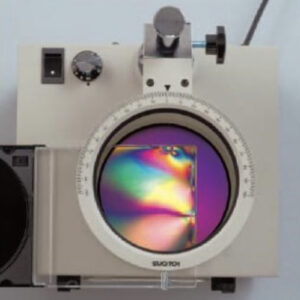
回転枠には0°から100°まで左右に目盛りが振り分けてあり、0°は通常の状態で、90°の位置で最もひずみの色が濃く現れます。
検品作業では、まず良品限界を探し出します。それを基に回転枠の目盛りを利用して、良品限界品が発色し始める数値より低い数値でひずみの色が確認できるものは、ナマシが不十分と判断できます。(但しナマシ処理が十分であれば、ひずみは見えません。ナマシが不十分であるほど色が濃く現れます。また、ひずみは試料によって多少見える色合いが異なります。)